Metal Filament Nedir? Metal 3D Baskı Önerileri

BASF Ultrafuse 17-4 PH Metal Filament
BASF Ultrafuse 17-4 PH metal filament hemen hemen her masaüstü 3boyutlu yazıcıda metal parçalar üretebileceğiniz endüstriyel bir malzemedir. Bu malzeme daha hızlı ve daha uygun maliyetli metal parça elde etmek için geliştirilmiştir. Debinding ve Sintering (D&S) işlemlerinden sonra %100 metal parçalar elde edebilirsiniz.

Fused Deposition Modelling (FDM) ile Metal Injection Molding (MIM) teknolojilerini birleştiren 17-4 PH metal filamentle birlikte masaüstü 3D yazıcıda metal parça üretimi artık çok daha kolay ve ulaşabilir.
Ultrafuse® 17-4 PH ile neler yapabilirsiniz?
BASF Ultrafuse 17-4 PH yüksek mekanik mukavemet ve sertlik gerektiren fonksiyonel prototiplerde, jig ve fikstürlerde, havacılık, otomotiv ve tıp endüstrisindeki uygulamalarda kullanılabilir.
17-4PH çeliği 316L çeliğine göre daha yüksek dayanım gerektiren alanlarda kullanıma daha elverişlidir. Yüksek mukavemet gerektiren uygulamalarda 17-4PH çeliğini kullanabilirsiniz.
Debinding & Sintering (D&S)
Green Part’ın katalitik debinding ve sintering ile polimer bağlayıcıların uzaklaştırıldığı ve nihai metal parçanın elde edildiği adımdır. Brown Part Debinding işleminden sonra bağlayıcı polimerin uzaklaştırılmasından dolayı düşük mukavemete sahiptir. Debinding sırasında Brown Part boyutsal değişikliğe uğramaz.
Sinterleme sonrası nihai metal parça kullanıma hazırdır ve geleneksel talaşlı imalat teknikleriyle işlemeye uygun haldedir.
Minimum FDM Baskı Gereksinimleri
17-4 PH – 316L gibi metal filamentlerle ABS ile iyi baskı alabildiğiniz sıcaklık kontrollü baskı alanı olan bir 3d yazıcıda üretim yapmalısınız. Kontrollü baskı alanına sahip cihazlar hava akışını sınırlayarak parçanın çarpılmasını engelleyecektir.
a) Çelik Nozzle
17-4 PH metal filamentle baskı almadan önce temiz bir nozzle kullandığınızdan emin olmalısınız. Nozzle’da kalan herhangi bir atık malzeme hem yazdırma işlemini hem de D&S aşamalarını üretilen parça için tehlikeli hale getirebilir. BASF Ultrafuse 17-4 PH filamentin yaklaşık %80 oranında metal içermesi nedeniyle standart prinç nozzle’da genişlemeye neden olur. Bundan dolayı sertleştirilmiş çelik nozzle kullanılması kullanım ömrünü uzatacaktır. Standart prinç nozzle ile yüksek performanslı baskı almak mümkündür fakat 3 kilogramlık bir rulonun 1 kilogramı kullanıldığında prinç nozzle yenisi ile değiştirilmelidir. Yoksa ölçüsel tolerans kayıpları görülme ihtimali yüksektir.
b) Filament Tutucu (Spool holder)
Extruder 3kg’lık dolu bir rulodan filament çekerken zorlanabilir bu da ekstrüzyon problemlerine neden olabilir. Filament akışını kolaylaştırıp yükü azaltmak için rulmanlarla desteklenmiş bir filament tutucu kullanılması önerilir.
METAL 3D BASKI ÖNERİLERİ
Parça Oryantasyonu
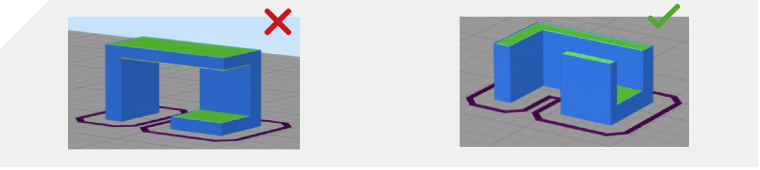
Parçanın baskı tablasındaki yerleşimi, baskı kalitesini, baskı süresini, çarpılma riskini ve D&S işlemlerinden sonraki sonuçları doğrudan etkilemektedir. Parçaların geniş yüzeyleri mümkün olduğunca tablaya temas etmesi ve destek yüzeylerinin minimumda tutulması gerekmektedir. Aşağıdaki görsel buna iyi bir örnektir.
Önerilen Baskı Parametreleri
Dilimle sırasında girilen baskı parametreleri parça kalitesi için kritik öneme sahiptir. Aşağıdaki tabloda görülen parametreler yeni kullanıcılar için kılavuz niteliğindedir. Bu parametreler her 3 boyutlu yazıcı ve her parça için değişiklik gösterebilir. Bundan dolayı baskı kalitenizi mükemmelleştirmek için bu parametreleri üreteceğiniz parçaya göre güncellemelisiniz.
|
Parametre |
Değer |
Açıklama |
|
Nozzle çapı |
0.3 - 0.8 mm |
Detay düzeyine ve baskı süresine bağlı |
|
Ekstrüzyon Genişliği |
Nozzle çapı ±10-20% |
Nozzle çapının %100-110’u |
|
Geri Çekme Mesafesi |
1.5mm / 5.0mm |
Direct / Bowden ekstruder |
|
Geri Çekme Hızı |
45 mm/s |
Tavsiye edilen geri çekme hızı |
|
Katman Yüksekliği |
0.10-0.25mm |
Nozzle çapının en fazla %60’ı |
|
Dış Duvar Sayısı |
1–3 |
Çok fazla dış duvar, duvarların ayrılmasına neden olabilir |
|
Dış Duvar Örtüşmesi % (outline overlap) |
20–35 % |
Dış duvarlar arasında örtüşme sağlanmalı |
|
Doluluk (Tam Dolu) % |
100% Lines |
En yüksek dayanıklılık için 100% doluluk |
|
Doluluk Tipi (Boşluklu) |
>60% Kare veya üçgenler |
En iyi sonuçlar için minimum 60% doluluk |
|
Nozzle Sıcaklığı |
220–245°C |
Her yazıcıya göre kalibre edilmeli |
|
Tabla Sıcaklığı |
90–100°C |
Her yazıcıya göre kalibre edilmeli |
|
Soğutma |
Hayır |
Parça soğutma çarpılmaya neden olur |
|
Baskı Hızı |
30 mm/s |
Düşük baskı hızıyla daha iyi parçalar üretilir |
|
Boyutlandırma |
XY 120% Z 126% |
Çekme oranları tasarımda hesaba katılmalıdır |
17-4PH Metal Filamente ilişkin malzeme teknik veri dokümanını incelemek için tıklayınız.
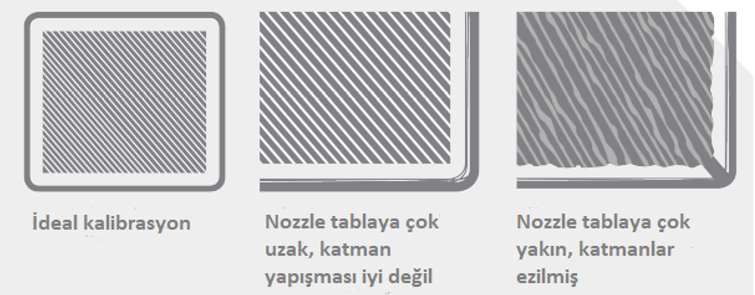
İlk Katman
Mükemmel bir ilk katman oluşturmak başaralı bir üretim için oldukça önemlidir. İlk katman baskı tablasına doğru yapışmadığında parça tabladan kalkarak çarpılır. Sağlıklı bir yazdırma süreci için tabla kalibrasyonunun doğru yapılmış olması ve tabla sıcaklığının doğru ayarlanmış olması önemlidir. Çarpılmaları önemli ölçüde azaltmak için tablaya Magigoo metal yapıştırıcısı uygulanabilir.
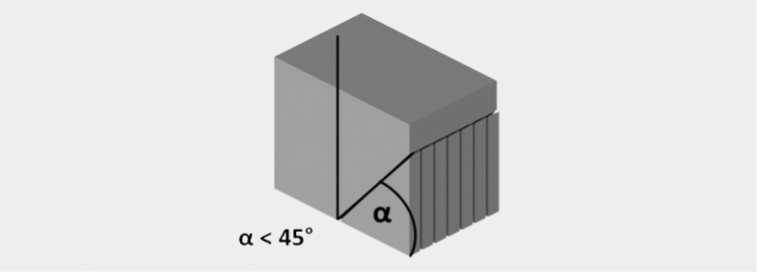
Support Açısı
BASF Ultrafuse 17-4 PH metal filament standart malzemelere göre kıyasla daha yoğun destek ihtiyacı duyar. Öz kütlesinden dolayı sarkmaya daha meyillidir. Bundan dolayı 45° ve altındaki açılara destek eklenmelidir. Tasarım ve tablaya yerleşim sırasında en az destek ihtiyacı olacak şekilde ayarlanmalıdır.
Katalitik Ayrıştırma/Catalytic Debinding (Green to Brown)
Debinding yazdırma işlemi için gerekli olan bağlayıcı polimerlerin uzaklaştırıldığı işlemdir. Catalytic Debinding Green Part’ı nitrojen atmosferinde gaz halindeki nitrik aside maruz bırakarak bağlayıcı polimeri uzaklaştırır. Parça ne kadar kalın ve büyük olursa debinding işlemi o kadar uzun sürer. Debinding sonrasında elimizde kalan parça Brown Part olarak adlandırılır. Ve sinterleme yoluyla tam metal formuna getirilmek için hazırdır.
Sinterleme/Sintering (Brown to White)
Brown Part’lar gözenekli ve kırılgan yapıdadır. Katı ve tam metal hale gelebilmesi için sinterleme yapılması gerekir. Debinding sonrası birbirine bağlanmamış metal tozları kademeli olarak 1.400C dereceye çıkarılır ve birleştirilir. Brown Part gözenekli yapıda olduğu için sinterleme sırasında büzülür bu büzülme tasarım ve üretim aşamasındayken dikkate alınmalıdır. Üretilen parça hidrojen atmosferinde sinterlendiği için korozyona uğramadan nihai haline gelir.
Debinding ve Sinterleme Öncesi Kontrol
Ürettiğiniz parçada aşağıdaki dişli görselindeki gibi çatlaklar varsa D&S işlemlerinde bu çatlak ve boşluklar kapanmaz. Aksine termal stresten dolayı daha çok genişlerler. Bundan dolayı D&S işlemlerine mükemmel boşluksuz parçalarla devam edilmesi gerekir.

Diğer taraftan, tasarımınızı analiz ederken Debinding ve Sinterleme süreçleri için de analiz gerçekleştirebilirsiniz. Başlangıç sınır şartlarını oluşturduktan sonra bu işlemler sonrasında parçayı net alabilmek için gerekli analiz parametrelerini ilgili dokümanda bulabilirsiniz.
Çekme & Boyutlandırma
Parçanın çekmesi, sinterleme sırasında gözeneklerin kapanarak tam metal formuna geçtiği sırada gerçekleşir. Parçanın Z eksenindeki büzülmesi XY eksenine oranla biraz daha fazladır. Tasarım ve üretim sürecinde parçaların büzülme oranları da hesaba katılmalıdır. Üretimden önce Z ekseninde %125, XY eksenlerinde %120 oranında büyütülmelidir.
17-4PH Filament ile alacağınız metal 3D baskıların Debinding ve Sinterleme işlemleri için bizlerle iletişime geçerek daha detaylı bilgi alabilirsiniz.
info@basaran.tech